机器视觉系统与工业自动化集成的挑战与应对策略
机器视觉技术作为工业自动化的关键赋能工具,正日益广泛地应用于生产制造、质量检测、物流分拣和机器人引导等场景。将机器视觉系统无缝集成到现有的工业自动化架构中,并非简单的设备叠加,而是一项涉及技术、流程和管理的系统工程,面临着一系列挑战。
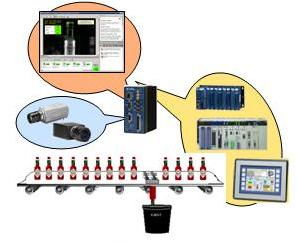
首要挑战在于系统兼容性与通信协议的复杂性。典型的工业自动化环境包含可编程逻辑控制器(PLC)、机器人、人机界面(HMI)以及企业级制造执行系统(MES)等多种异构设备和软件。机器视觉系统(包括相机、光源、图像采集卡和处理软件)必须能与这些系统进行稳定、高效的数据交换。不同厂商的设备往往采用不同的通信协议(如PROFINET、EtherNet/IP、Modbus TCP等),协议转换和数据映射的复杂性可能导致集成周期长、调试困难,甚至影响系统实时性。应对此挑战,需要从项目规划初期就明确通信标准,优先选择支持开放式工业以太网协议(如OPC UA)的视觉组件,并利用成熟的工业网关或中间件进行协议转换与数据桥接。
环境适应性与鲁棒性是实际应用中的严峻考验。工业现场环境恶劣,存在振动、油污、灰尘、光照变化以及电磁干扰等不利因素。这些因素可能导致图像质量下降,进而影响视觉算法的稳定性和检测精度。例如,不均匀的光照会造成图像阴影或反光,导致特征提取失败。应对策略是多层次的:在硬件层面,选择具有适当防护等级(IP评级)的工业相机和光源,并使用防振支架;在光学层面,精心设计照明方案(如使用结构光、同轴光或特定波长的光源)以突出目标特征;在算法层面,采用先进的图像预处理技术(如滤波、增强)和具备强鲁棒性的算法模型(如深度学习),并对算法进行大量涵盖各种工况的测试与优化。
第三个挑战是集成后的系统校准与维护。机器视觉系统,尤其是用于高精度测量或机器人引导的3D视觉系统,需要进行精确的空间标定(手眼标定)。这个过程技术门槛高,且一旦生产线上设备位置发生微小的热膨胀或机械位移,就可能需要重新标定,影响生产连续性。视觉系统的维护(如镜头清洁、光源衰减更换、软件更新)需要专业知识和技能。为此,现代机器视觉系统正朝着“智能化”和“易用化”方向发展。例如,提供向导式的标定工具,集成自诊断和状态监测功能,甚至能通过云端进行远程维护和算法模型的迭代更新,降低对现场专家支持的依赖。
但同样重要的是,人才与知识体系的挑战。成功的系统集成需要跨领域的知识,团队既要懂机器视觉的成像原理和算法,又要熟悉自动化控制逻辑和生产线工艺。这类复合型人才相对稀缺。企业需要通过内部培训和与经验丰富的系统集成商合作来弥补这一缺口。建立标准化的视觉应用开发和集成流程文档,形成知识沉淀,对于项目的成功复制和长期稳定运行至关重要。
应对机器视觉与工业自动化系统集成的挑战,需要采取系统性的方法:在技术选型上强调开放性与兼容性,在方案设计上充分考虑环境鲁棒性,在实施过程中注重易用性与可维护性,并在组织层面培养复合型能力。随着工业互联网和人工智能技术的融合,未来的机器视觉系统将更加智能、开放和易于集成,成为驱动智能制造升级的核心感知器官。